
- 모델: VK-MFC
- 충전량 : 1-150ml
- 출력: 30-50병/분
- 충진 정밀도: ±1% 미만
- 전원 공급 장치: 220V/50Hz (고객 요구 사항에 따라 맞춤 제작)
- 캡핑율 : 99% 이상
- 정지율 : 99% 이상
- 라벨링율 : 99% 이상
- 공기 공급: 1.3 m3/h 0.4-0.8Mpa
- 전력: 2.0kw
- 무게 : 650kg
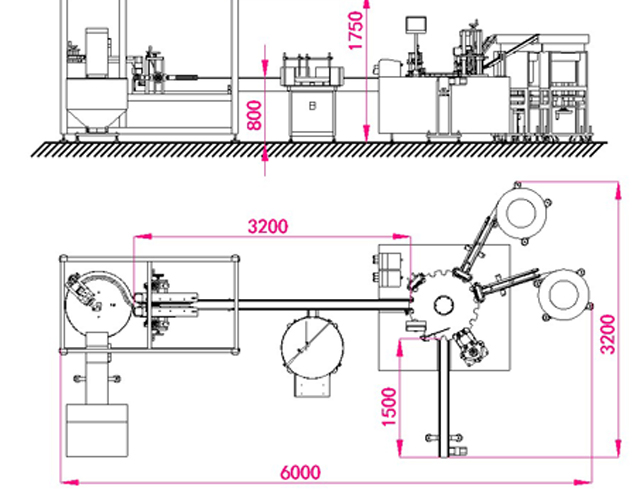
- 크기 : 6000*3200*1750mm
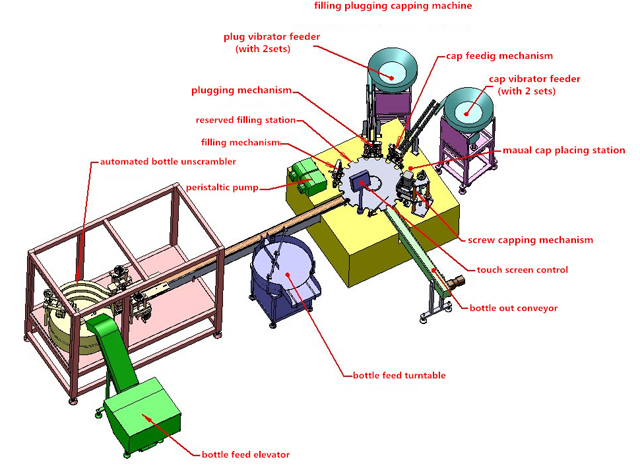
소형병 충진 캡핑 라인 제품 개요
제약 산업에서 5-100ml 액체 충전 및 밀봉에 적합한 VK-MFC 소량 액체 충전 기계는 구조가 합리적이며, 충전, 캡핑, 캡 프레싱을 위한 고정밀 인덱싱 테이블, 정밀 페리스탈틱 펌프 충전을 갖추고 있습니다. 이 기계는 PLC로 제어되어 작동 및 유지 관리가 쉽습니다. 병 공급 없이는 충전이 없고, 병 센서 없이는 플러깅이 없고, 플러거 없이는 캡핑이 없는 시스템이 있습니다. 작업 플랫폼으로 스테인리스 스틸로 만들어진 충전 라인은 GMP 표준에 부합합니다. 기계에서 공압 및 전기 이중 시스템으로 제어되는 기계는 기계적 전달을 채택하여 안정적이고 낮은 전력 소비와 정확한 위치 지정 기능으로 전력을 전송할 수 있습니다. 충전 라인은 특히 대량 생산에 사용됩니다.
충전 라인의 적용 :

충진 캡핑 라벨링 라인의 주요 기술 매개변수:
모델: VK-MFC
충전량 : 1-150ml
출력: 30-50병/분
충진 정밀도: ±1% 미만
전원 공급 장치: 220V/50Hz (고객 요구 사항에 따라 맞춤 제작)
캡핑율 : 99% 이상
정지율 : 99% 이상
라벨링율 : 99% 이상
공기 공급: 1.3 m3/h 0.4-0.8Mpa
전력: 2.0kw
무게 : 650kg
크기 : 6000*3200*1750mm
Filling line의 기본 구성
| 숫자 | 목 | 상표 |
| 1 | PLC | 미쓰비시(일본) |
| 2 | 실린더 | 에어택(대만) |
| 3 | 페리스탈틱 펌프 | 중국 |
| 4 | 컨베이어 벨트 슬랫 | 중국 |
| 5 | 리듀서 박스 | 중다(대만) |
| 6 | 터치 스크린 | 와인뷰(대만) |
| 7 | 전자기 | 샤코(대만) |
| 8 | 광전 | 오토닉스(한국) |
| 9 | 갑작스런 정지 | 슈나이더(프랑스어) |
| 10 | 연락처 자료 | 316L스테인리스 |
| 11 | 계전기 | OMRON(일본) |
| 12 | AC 접촉기 | 슈나이더(프랑스어) |
| 13 | 스위치 | 슈나이더(프랑스어) |
| 14 | 인버터 | 델타(대만) |
| 15 | 모터 | 상하이 메일리 |
모노블록 충전용 예비 부품
| 숫자 | 목 | 수량 |
| 1 | 브러시 | 1개 |
| 2 | 먹이를 위한 실라스티컬 바 | 2개 |
| 3 | 출력을 위한 실라스티컬 바 | 2세트 |
| 4 | 솔레노이드 밸브 | 1개 |
| 5 | 조절판 | 2개 |
| 6 | 유리밸브 | 2개 |
| 7 | 모터 벨트 | 1개 |
| 8 | 싱크로나이저 벨트 | 1개 |
| 9 | 82.6mm 벨트 슬랫 | 5세트 |
| 10 | 오픈엔드 스패너 | 1세트 |
| 11 | 육각렌치 | 1세트 |
| 12 | 슬롯 드라이버 | 1세트 |
| 13 | 플러스 드라이버 | 1세트 |
| 14 | 스패너 | 1세트 |
주요 부품 및 작동 원리


병 언스크램블러 시스템
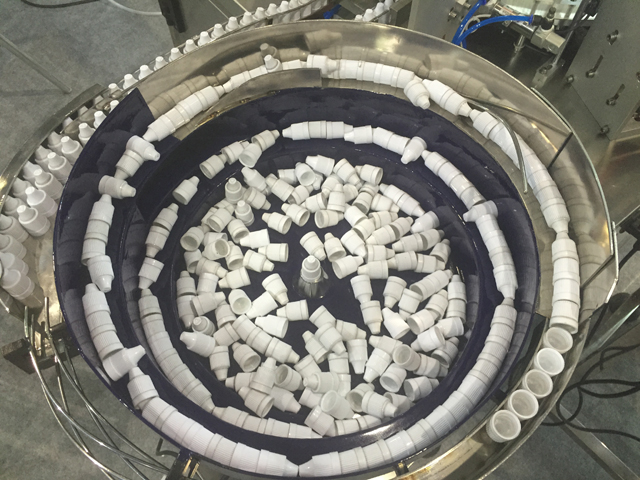

병 뚜껑 & 내부 플러거 진동기
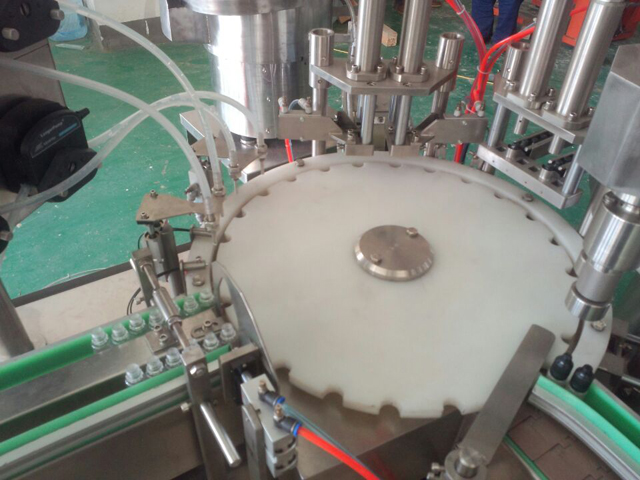
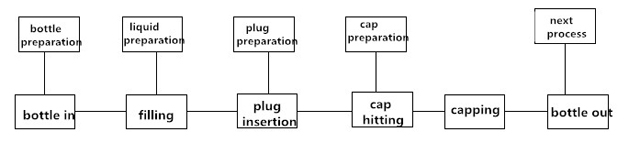
1. 이 기계는 컨베이어 벨트, 기계 스케치, 병 및 뚜껑용 진동기, 페리스탈틱 펌프 등의 부품으로 구성됩니다.
2. 충분한 병, 플러그, 캡 및 액체를 준비합니다. 플러그와 캡은 진동 트랙과 플러깅 및 캡핑 작업 스테이션을 완전히 채워야 합니다. 병은 컨베이어 벨트로 인덱싱 스타 휠로 전달되고, 그런 다음 병은 인덱싱 스타 휠에 의해 충전, 플러깅 및 캡핑 위치로 간헐적으로 전달됩니다.
3. 액체는 페리스탈틱 펌프로 빨아들인 다음 실리콘 튜브로 공급됩니다. 마지막으로 액체는 위아래로 자동으로 움직이는 바늘 튜브로 병에 채워집니다. 바늘 튜브가 위아래로 움직일 때마다 두 번의 충전 주기가 수행됩니다. 충전은 충전 노즐을 병에 주기적으로 삽입하여 완료됩니다. 병 감지 광전 눈으로 작업 스테이션에 병이 없으면 페리스탈틱 펌프가 작동을 멈춥니다. 병을 감지할 수 없기 때문입니다.
4. 플러그 진동 볼은 플러그를 플러그 삽입 스테이션으로 전달하는 반면, 채워진 병은 인덱싱 스타 휠에 의해 플러깅 스테이션 아래 위치로 간헐적으로 이동됩니다.

5. 그런 다음 실린더가 플러그 삽입기를 구동하여 아래로 잠수하고 플러그를 병으로 밀어 넣습니다. 플러그가 삽입된 병은 인덱싱 스타 휠에 의해 캡 낙하 및 캡핑 스테이션으로 전송됩니다.
6. 캡핑 헤드는 회전하고 전체적으로 위아래로 움직입니다. 병이 그 아래에서 멈추면 아래로 캡핑 헤드가 캡을 잡고 캡핑을 마칩니다. 플러그 감지 광전 눈으로 스테이션에 병이 없거나 병은 있지만 캡이 없으면 캡 압착 메커니즘이 내부 플러그를 감지할 수 없으므로 동작을 멈춥니다. 이렇게 하면 완제품이 내부 플러그 없이 되는 것을 피할 수 있습니다. 캡핑은 주로 위아래 회전 동작으로 달성됩니다. 캡이 씌워진 병은 기계 끝까지 전달되고 다음 사이클이 준비됩니다.
7. 기계의 작동 과정
유지
1. 기계를 연장하고 기계의 기능을 최적화하기 위해 기계를 점검하고 유지 관리해야 합니다. 작업 기계는 3개월마다 유지 관리해야 합니다. 베어링 및 기어 전달 부분은 그리스로 윤활해야 합니다. 윤활은 정기적으로 수행해야 합니다. 슬라이드 웨이 오일(N68)은 왕복 기구 운동이나 리프팅과 같은 부분에 매일 두 번씩 추가해야 합니다. 자동차 오일(N68)은 회전 또는 스윙 부분에 추가해야 합니다. 반달마다 캠 슬롯에 그리스를 추가합니다. 한 달에 한 번씩 오일 노즐에 그리스를 추가합니다.
2. 본딩이 부품(구성요소 또는 금형)에 뭉쳐 있는 표면을 금속 도구로 두드리거나 긁지 마십시오.
3. 기계가 장시간 멈추었을 경우 변속기나 베어링 부분과 같은 부품에 윤활을 위해 그리스를 추가하십시오. 또한 기계를 방수 처리하십시오.
4. 기계가 손상될 수 있으므로 기계 위에 어떤 물건도 올려놓지 마십시오.
5. 구성품 내부의 먼지를 주기적으로 청소하고 모든 나사를 점검하여 느슨해진 나사를 고치세요.
6. 특정 시간에 단자의 나사를 점검하여 배선을 하고 나사가 고정되어 있는지 확인하십시오.
7. 전기 상자에서 늘어난 배선 경로에 느슨한 스테이션이 있는지 확인하십시오. 해당 부분이 너무 느슨한 경우 전기 누출을 일으킬 수 있는 절연 층의 마모 또는 손상을 방지하기 위해 나사를 다시 고정하십시오.
8. 쉽게 마모되는 패드를 점검하고 손상된 패드는 제때 교체하십시오.
포장 및 운송
기계를 수평으로 또는 수직으로 놓지 마십시오. 기계의 발을 분해하고 전체 기계를 상자 바닥으로 고정하십시오. 운송 중에 상자나 진동 스테이션에서 느슨해지지 않고 기계가 상자 안에서 움직이지 않아야 합니다.
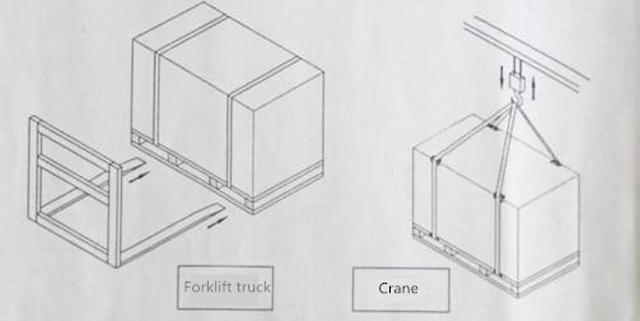
기계의 포장은 중립적이어야 합니다. 기계를 옮길 때는 포크리프트 트럭이나 크레인을 사용하고 안정적으로 아래에서 기계를 옮기십시오. 아래 그림의 그림을 주의하십시오. 기계를 들어올리고 스윙할 때 크레인이 기계에 닿지 않도록 해야 합니다. 4개의 M16X200 볼트로 기계를 고정한 다음 크레인과 볼트를 연결하여 기계를 들어올리고 스윙합니다. 그 사이에 기계 아래에 있는 보호 물체를 완충합니다. 필요한 경우 스트럿을 사용하여 안정적으로 들어올립니다(아래 그림과 같이 설명됨)
상자를 풀기 전에 상자에 손상이 있는지 확인하십시오. 상자에 손상이 있는 경우 상자를 열지 말고 즉시 운송 회사에 연락하십시오. 운송 작업자의 감독 하에 상자를 열고 과정을 기록하십시오.
안전과 관련해 지게차와 지면 사이의 거리는 1m 이내로 유지해야 합니다. 크레인을 이용해 기계를 옮기는 경우 거리는 2~2.5m로 유지해야 합니다.









