
- 모델: VK-MFC
- 전원: ~220V/단상
- 전류 : 7A
- 주파수 : 50HZ
- 공기압 : 0.7MPa
- 전력: 1100W
- 사이즈 : 1900*1550*1850mm
- 무게 : 485kg
- 총 중량: 555kg
- 충전량 : 1ml ~ 150ml
- 이 기계는 미국 표준에 따라 사용자 정의 및 분말화될 수 있습니다.
기계를 시작하기 전에 알아두기
- 본 기계는 단상/220V 교류 전원으로 구동됩니다. 기계를 켜기 전에 연결이 올바른지 확인하세요.
- 공기압이 제대로 연결되었는지 확인하세요.
- 기계와 금형에 이물질이 있는 경우 이물질을 제거하세요.
- 페리스탈틱 펌프에 연결된 호스가 재료 탱크에 제대로 배치되었는지 확인하세요.
- 충전 노즐이 병 입구와 맞춰져 있는지, 캡 헤드가 병과 맞춰져 있는지 확인하세요.
기본 데이터
| 전원: ~220V | 전류 : 7A |
| 주파수 : 50HZ | 공기압 : 0.7MPa |
| 전력: 1100W | 사이즈 : 1900*1550*1850mm |
| 무게 : 485kg | 충전량 : 1ml ~ 150ml |

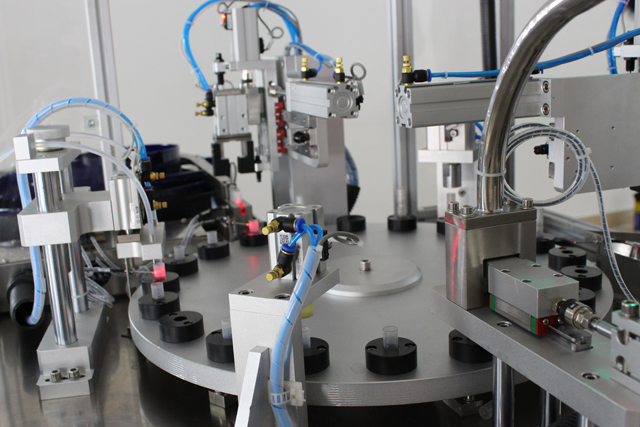
기계 닫기 그림 및 그림
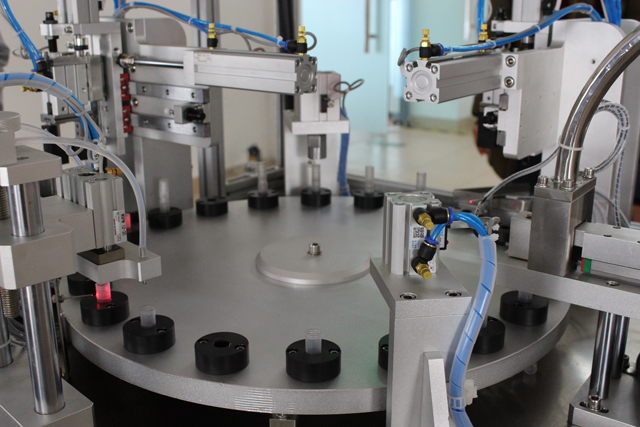
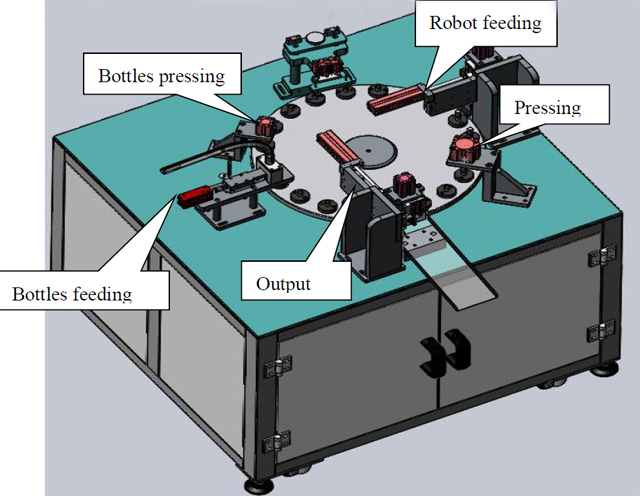
역 설명:
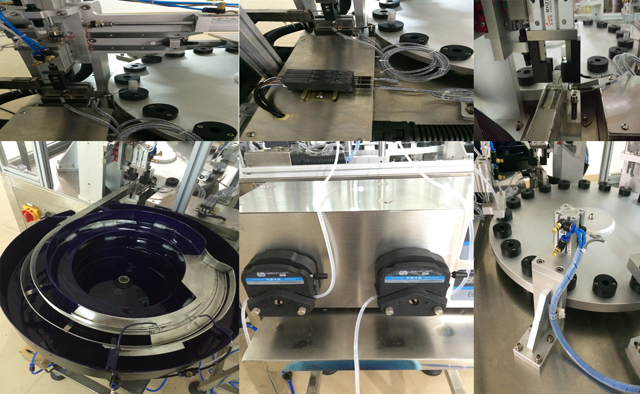
- 병 공급: 진동 볼이 병을 공급하고, 공압 요소가 병을 턴플레이트로 유도한 후 공압 요소가 후퇴합니다.
- 병 압착: 공압 요소에 의해 공급되는 병의 자유 낙하로 인해 병이 홀더 바닥에 도달하게 됩니다.
- 충전소: 액체를 병에 채웁니다. 이 스테이션은 페리스탈틱 펌프와 함께 작동합니다.
- 로봇 공급: 로봇이 펌프를 병 안으로 공급합니다.
- 압착 스테이션: 펌프로 병을 조입니다.
- 출력: 턴플레이트에서 최종 제품을 옮기는 중
감지기 스위치
(1) 바이알 공급 스테이션
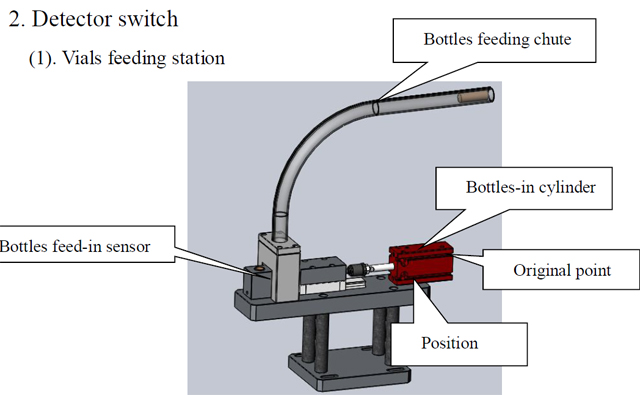
- 병 실린더: 슈트에 있는 병을 턴플레이트로 안내합니다.
- 원점 : 병입실린더 원점
- 병 위치: 병이 올바른 위치에 있음을 나타내는 표시
- 투입 센서: 2개의 섬유가 슈트 내 위치를 감지합니다. 두 섬유 중 어느 하나라도 병을 감지하지 못하면 병 투입 실린더가 작동하지 않습니다.
알아채다: 이 기계는 완전 자동 모드로 작동됩니다. 감지 스위치에 주의하세요.
서류 보관소
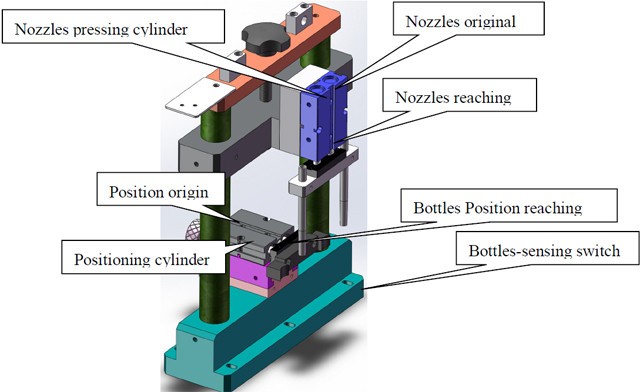
- 병 감지 스위치: 스테이션 아래에 있는 재료를 감지하고 스테이션을 활성화합니다.
- 위치 실린더: 감지 스위치가 스테이션 아래에 재료가 있음을 감지하면 실린더가 재료를 위치시킵니다.
- 병 위치 원점: 스위치는 스테이션 및 턴플레이트 동작의 완료를 나타내는 표시입니다.
- 병 위치 도달: 위치 실린더는 병의 도달을 완료합니다.
- 노즐 압축 실린더: 병에 충전 노즐을 도달합니다.
- 노즐이 원점을 누르는 경우: 노즐이 원점에서 후퇴합니다.
- 노즐 도달: 충전 노즐이 병에 도달했는지 감지
펌프 프레싱 스테이션
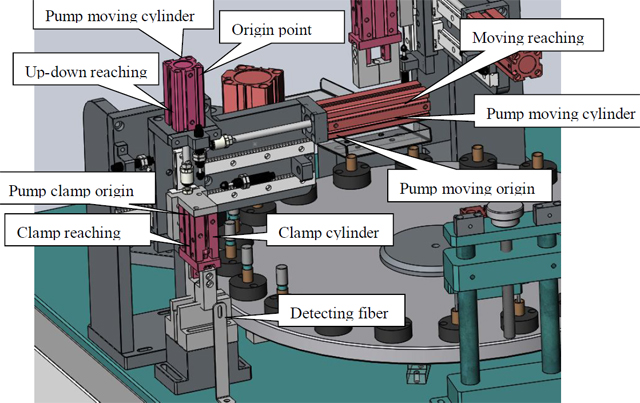
- 병 스테이션 감지 스위치: 스테이션 아래에 있는 재료를 감지하고 스테이션을 활성화합니다.
- 위치 실린더: 감지 스위치가 스테이션 아래에 재료가 있음을 감지하면 실린더가 재료를 위치시킵니다.
- 병 위치 원점: 스위치는 스테이션 및 턴플레이트 동작의 완료를 나타내는 표시입니다.
- 클램핑 실린더: 펌프를 클램핑합니다.
- 클램핑 원점: 느슨한 상황에서 클램핑;
- 클램핑 도달: 병이 스테이션 안으로 도달함;
- 펌프 도달 감지기: 진동기 볼이 내부 플러그를 슈트로 안내한 후, 다음 동작을 활성화하기 위해 내부 플러그가 올바르게 배치되었는지 감지합니다.
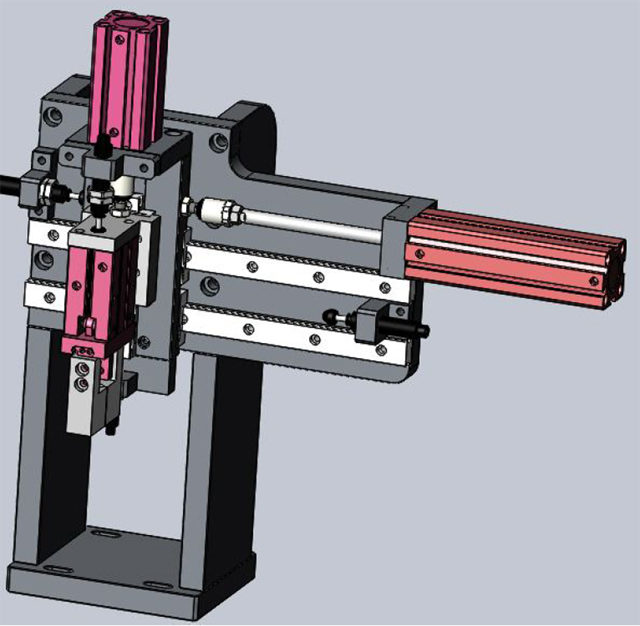
- 펌프 실린더: 펌프를 꺼내서 놓습니다.
- 수평 이동 실린더 펌프: 클램프로 고정한 펌프를 턴플레이트의 병 위에 놓습니다.
출력 스테이션
위에서 언급한 펌프 프레싱 스테이션과 동일한 작동 원리입니다.
유지
1. 기계를 연장하고 기계 기능을 최적화하기 위해 기계를 점검하고 유지 관리하는 것이 필요합니다.
작업 기계는 3개월마다 정비를 해야 합니다. 베어링과 기어 전달 부분은 그리스로 윤활해야 합니다. 윤활은 주기적으로 해야 합니다. 슬라이드 웨이 오일(N68)은 왕복 운동 기구나 리프팅과 같은 부분에 매일 2회씩 추가해야 합니다. 자동차 오일(N68)은 회전 또는 스윙 부분에 추가해야 합니다. 반달마다 캠 슬롯에 그리스를 추가해야 합니다. 한 달에 한 번 오일 노즐에 그리스를 추가하여 추가해야 합니다.
2. 본딩이 부품(구성요소 또는 금형)에 뭉쳐 있는 표면을 금속 도구로 두드리거나 긁지 마십시오.
3. 기계가 장시간 멈추었을 경우 변속기나 베어링 부분과 같은 부품에 윤활을 위해 그리스를 추가하십시오. 또한 기계를 방수 처리하십시오.
4. 기계가 손상될 수 있으므로 기계 위에 어떤 물건도 올려놓지 마십시오.
5. 구성품 내부의 먼지를 주기적으로 청소하고 모든 나사를 점검하여 느슨해진 나사를 고치세요.
6. 특정 시간에 단자의 나사를 점검하여 배선을 하고 나사가 고정되어 있는지 확인하십시오.
7. 전기 상자에서 늘어난 배선 경로에 느슨한 스테이션이 있는지 확인하십시오. 해당 부분이 너무 느슨한 경우 전기 누출을 일으킬 수 있는 절연 층의 마모 또는 손상을 방지하기 위해 나사를 다시 고정하십시오.
8. 쉽게 마모되는 패드를 점검하고 손상된 패드는 제때 교체하십시오.
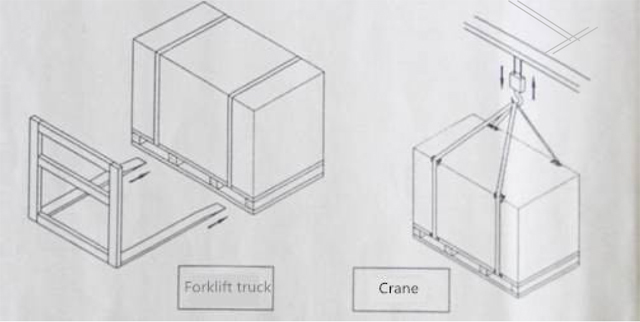
포장 및 운송
기계를 수평이나 수직으로 눕히지 마십시오. 기계의 받침대를 분해하여 전체 기계를 상자 바닥과 고정하십시오. 운송 중에 상자에서 느슨해지거나 흔들리는 부분이 없이 기계가 상자 안에서 움직이지 않아야 합니다.
기계의 포장은 중립적이어야 합니다. 기계를 옮길 때는 포크리프트 트럭이나 크레인을 사용하고 안정적으로 아래에서 기계를 옮기십시오. 아래 그림의 그림을 주의하십시오. 기계를 들어올리고 스윙할 때 크레인이 기계에 닿지 않도록 해야 합니다. 4개의 M16X200 볼트로 기계를 고정한 다음 크레인과 볼트를 연결하여 기계를 들어올리고 스윙합니다. 그 사이에 기계 아래에 있는 보호 물체를 완충합니다. 필요한 경우 스트럿을 사용하여 안정적으로 들어올립니다(아래 그림과 같이 설명됨)
상자를 풀기 전에 상자에 손상이 있는지 확인하십시오. 상자에 손상이 있는 경우 상자를 열지 말고 즉시 운송 회사에 연락하십시오. 운송 작업자의 감독 하에 상자를 열고 과정을 기록하십시오.
안전과 관련하여 지게차의 지면과의 거리는 1m 이내로 유지해야 합니다. 크레인을 사용하여 기계를 이동하는 경우 거리는 2m에서 2.5m 사이로 유지해야 합니다.
일반적인 오류 및 문제 해결
| 잘못 | 문제 해결 |
| 기계를 시동할 때 작동하지 않습니다 | 공급 전원을 확인하세요 |
| 불안정한 상태로 컨베이어를 따라 운반되는 병들은 떨어지거나 흔들리기도 합니다. | 병 고정 부분 조정 |
| 병에서 충전 헤드가 벗어났습니다. | 충전 헤드 조정 |
| 충전액이 떨어짐 | 후면 흡입 속도 및 볼륨 조절 |
| 캡핑 실린더 또는 페리스탈틱 펌프에서 동작이 없습니다. | 위치 센서를 조정하세요 |
| 캡핑효과 느슨함 | 캡핑 구조 조정 |









